- Intro
- Origin
- Facilities
- Panels
- Electronics
- Cabinetry
- Finishing
- Assembly
- Performance Testing
- Packaging
-
MartinLogan Factory Tour

All MartinLogan speakers begin life at our in-house design center in Lawrence, Kansas. Here we design and engineer everything we make to exacting standards, using the best parts available to meet each product's particular requirements.
We are committed to precise manufacturing and have invested heavily to equip our Canadian manufacturing facility with all the tools and talent necessary to build the world's most precise speakers. There you will find our dedicated manufacturing team handcrafting each electrostatic panel and hand-assembling our electrostatic products.
We have not walled ourselves off from what the rest of the world has to offer. We sample parts and subassemblies from vendors all over the globe, including companies throughout Europe, Asia, and the Americas. Whatever the product, our primary goal is to provide the highest performance possible, regardless of whether a crossover capacitor comes from Turkey or a cabinet substrate from Canada.
We also manufacture some speakers in China and Taiwan R.O.C. This was a carefully considered decision based on the quality we knew we could obtain in those countries and the prices we felt we needed to achieve for these products. We choose each manufacturer for specific skill sets that will assure that each speaker is of the highest quality. Before approving final production at any outside facility we send key members of our design team (the same people who developed the product) to work there. They scrutinize and adjust the manufacturing process for each speaker until we are satisfied it meets our standards.
-
Company Origin
How it all started.
MartinLogan has a dream. It's a dream we've always had: To provide ultimate access to all media—music, film, entertainment, education, and communications—all of it there perfectly resolved, elegantly accessible, and pure.
In 1975 MartinLogan co-founder, Gayle Martin Sanders, became fascinated with electrostatic technology, believing the low mass, linearity and crossover free design of electrostats capable of the most perfect sound reproduction possible. This technology had been around for 100 years, but no manufacturer had yet resolved the numerous problems associated with its unsafe high voltage, large size requirements, and nonexistent bass reproduction, not to mention its extreme unreliability!
Completely undaunted, Gayle took the first steps toward a completely different approach in speaker design that would revolutionize the way people enjoy recorded musical performances. In 1978 (when he wasn't working his day job at a local hi-fi shop) Gayle spent free time in the University of Kansas engineering library studying every bit of information he could find related to electrostatic technology. His studies and experimentation began to show promise and early in 1979 his dream of a reliable electrostatic speaker system began to take shape.
This dream became a reality after he and business partner Karen Sanders teamed up with Ron Logan Sutherland. In 1981 they created the world's first practical electrostatic loudspeaker—the MartinLogan Monolith.
Along the way MartinLogan received numerous awards and US Government patents including one on the CLS (curvilinear line source) electrostatic panel.
From the first Monolith speaker to MartinLogan's most recent product releases, the growing number of dedicated people at MartinLogan have produced a continuous stream of audio and home theater breakthroughs ranging from the incomparable CLX and Summit X to the space saving designs such as the Motion Series—completely transforming the listening experience.
-
Headquarters: Lawrence, Kansas

Fusing traditional craft with manufacturing technology.
MartinLogan is located in Lawrence, Kansas, 25 miles west of Kansas City and minutes from the University of Kansas and the Haskell Indian Nations University. Our company occupies three buildings in Lawrence, Kansas which provide offices for our administration, industrial design, engineering, sales, service, and marketing teams. MartinLogan's North American manufacturing facility is located in Mississaugua, Ontario where our electrostatic speakers are hand-built by a highly-trained team of manufacturing specialists.
Nothing is more important to our operation than the keen minds and able hands of our designers, engineers, crafts people, and materials managers. They cast unflinching eyes on every critical part, cabinet joint, and solder connection in relentless pursuit of perfection. Together they have evolved a lean, streamlined process that moves speakers efficiently through the manufacturing facility while ensuring total control over every determinant of quality and performance.
-
Electrostatic Panel Assembly

The heart and soul of MartinLogan speakers.
The heart of every MartinLogan ESL Series speaker is a see-through electrostatic panel, comprising an extremely low-mass, coated-polymer diaphragm sandwiched between two curved sheets of perforated steel called stators. This proprietary Curvilinear Line Source (CLS™) design has earned a U.S. patent and many awards—not to mention a lot of nice comments from our customers.
Stator fabrication is a lengthy process that involves more than 100 steps (including some that are closely guarded trade secrets) and extensive labor. It starts with a custom tool that punches a distinctive pattern of many small holes in a steel sheet. We then coat the perforated metal with a Nylon insulator and fire it in a huge oven at over 575 degrees Fahrenheit to fuse the Nylon directly to the steel. This not only provides critical insulation but also eliminates the need for a grille cloth, which could degrade sound quality. Each stator is arc tested to 10,000 volts (twice the panel's working voltage). The next step is to form a pair of stators into a 30-degree arc, which provides a curved armature for the diaphragm and, in turn, MartinLogan's signature Curvilinear Line Source sound dispersion.
The ultra-light, 0.0005-inch-thick polyethylene terathylate (PET) diaphragm is plasma-deposited with a conductive coating in a $20-million, oxygen-free argon environment chamber. This ensures extreme consistency across the diaphragm surface and enables it to accept high voltages without danger of arcing.
In the most time-consuming and delicate process of all, the finished diaphragm is stretched over multiple spacing elements (called spars), which hold it at a precise distance between the two stators. The final step is attachment of the electrical power supply and signal connectors.
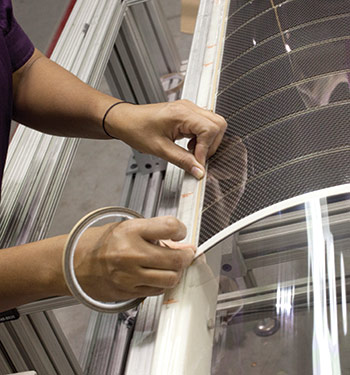 One of the most notable production steps in XStat assembly is a proprietary vacuum-bonding process. Each fully assembled panel is placed inside a flexible vacuum chamber that compresses it evenly across its entire surface, assuring ultimate consistency across every square inch.
One of the most notable production steps in XStat assembly is a proprietary vacuum-bonding process. Each fully assembled panel is placed inside a flexible vacuum chamber that compresses it evenly across its entire surface, assuring ultimate consistency across every square inch. -
Electronics Assembly
Hand-wired point-to-point.
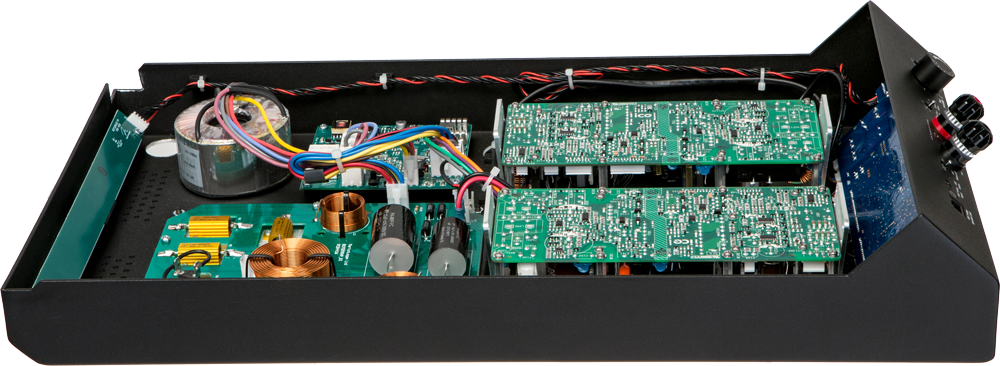
Every MartinLogan ESL (electrostatic loudspeaker) is constructed throughout to extreme standards. We hand-assemble many of our electronics, and every part in the audio signal path is custom designed and manufactured. In addition, every component, from audio transsformers to cable and circuit boards, is hand inspected and tested before final assembly.
Our audio transformers have interleaved windings for extended bandwidth. And we build our crossovers using only the highest-quality polypropylene capacitors, air-core coils, and proprietary MartinLogan copper wiring. Reserve ESL Series crossovers feature hand-soldered point-to-point wiring to achieve the purest possible signal transmission. Every crossover is exhaustively quality checked, both by a custom computer program to ensure the tightest tolerances and component matching and by eye to ensure perfect solder joints and connections.
-
Cabinetry

Hand-built and hand-finished.
We painstakingly build our speaker cabinets out of only the very best materials, machine-cut to exacting tolerances, hand-assembled, hand-sanded, and surface-coated multiples to achieve our ideal finish. Each and every step in cabinet manufacturing is punctuated with a thorough quality review. We use the highest-density MDF together with special glues and joinery for best sonic performance no matter what the climate. The process typically takes three days from raw materials to completed cabinet. It's the only way we can be sure that every one is extremely strong, acoustically inert, and perfectly finished
-
Fine Finishing

Hand-selected and hand-finished.
Making sure that every MartinLogan speaker looks perfect is what fine finishing is all about. Our specialists are experts in surface coatings from traditional to exotic, and their long experience with a wide range of materials, including hardwoods, synthetics, and various metals, assures that our speakers will maintain their original beauty and unique surface characteristics for many years.
Most MartinLogan speakers have a number of finish options (wood trim accents or veneered cabinets). We select each wood for tightest ring configuration and smoothest grain, rejecting a high percentage for imperfections. Only the most nearly flawless stock passes muster. Every piece that does is inspected, grain-matched, and painstakingly hand-finished.
After cutting and shaping, each piece is hand-lacquered, fine-sanded, and lacquered again for a smooth, luminous, long-lasting finish. Only after a final cosmetic quality check does a finished piece move on to final assembly.
-
Final Assembly

Focused on perfection.
Final assembly brings all of a speaker's subassemblies (cabinets, crossovers, electrostatic panels, and so forth) together to create a finished product. All electrostatic speakers are hand-built in a process that can take up to two weeks.
The final-assembly team inspects each component before it goes into a finished speaker. This requires continual observation with a critical eye. Everyone, from freshman speaker builder to seasoned old-timer, has the power (and obligation) to reject any flawed part, whether it's a spike foot or an entire cabinet - or even to shut down an entire line if he or she discovers a critical issue.
The other side of the coin is that everyone also contributes to enhancing quality and efficiency. Ideas range from as simple as organizational systems for screws to as complex as custom jigs and workstations.
Subwoofers and other speakers incorporating powered woofers are subjected to a burn-in period of up to 12 hours in which they must produce sustained low-frequency output at high volumes. This process weeds out any components that may harbor weaknesses not detected in earlier rounds of inspection and testing.
-
Performance Testing

Testing perfection.
After assembly, each speaker undergoes a battery of performance evaluations. Using precision-calibrated microphones and the latest, state-of-the-art computerized testing equipment, we plot phase, frequency-response, and impedance curves over the full audio band. The computer compares these results to those from the original reference speaker, approved on audition by the product's engineering team. This assures that the sound you hear is exactly as designed and intended.
-
Packaging and Shipping

Preserving perfection.
Each finished speaker must pass a series of final visual inspection to verify that it is cosmetically flawless and that pairs are perfectly matched. The people responsible for this ultimate sign-off employ a number of tools to help them. These include special lighting to accentuate surface flaws, micro-fiber cleaning cloths, high-pressure compressed air to remove even the smallest dust particles, and more than a dozen organizational routines to guarantee that each customer receives the right speakers in the right color with all of the right parts, accessories, and papers.
MartinLogan speakers travel the world and must withstand sometimes lengthy shipment by truck, boat, airplane, and train, along with all the attendant changes in temperature and humidity. Our packaging incorporates extra-thick cardboard, custom foam padding, and individual plastic and/or cloth sleeves to ensure they arrive at their destinations not merely intact, but with the same performance and sonic characteristics they had when they left the factory.
We use every means possible to deliver your speakers quickly and safely to your home.